
 Hàng
Hàng Miễn phí
Miễn phí  Bảo hành
Bảo hành

KHUÔN DẬP NGUỘI- TÌM HIỂU VỀ CHÀY CỐI
KHUÔN DẬP NGUỘI- TÌM HIỂU VỀ CHÀY CỐI
KHUÔN DẬP NGUỘI- TÌM HIỂU VỀ CHÀY CỐI
Chày cối dập nguội có vai trò quyết định trong công nghệ dập nguội. Cùng tìm hiểu về chày cối dập nguội: Điều kiện làm việc, yêu cầu về vật liệu làm chày cối, các nguyên tắc lựa chọn vật liệu cũng như tính toán độ lớn khe hở giữa chày cối dập nguội trong bài viết dưới đây.
Tổng quan về Chày cối dập nguội
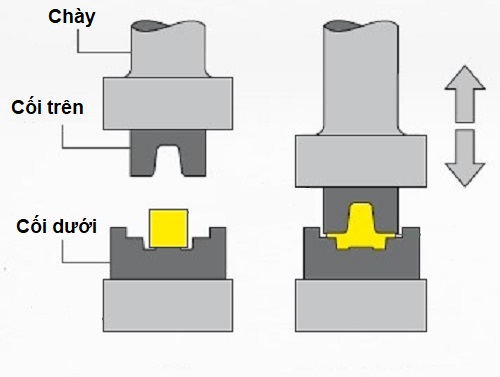
Cháy cối dập nguội là 2 bộ phận chính của khuôn dập nguội, có vai trò quyết định trong tạo hình trong quá trình dập nguội. Việc chế tạo chày cối dập nguội cần phải được tính toán tỉ mỉ để gia công dập nguội tạo ra sản phẩm chính xác, có năng suất, hiệu quả cao, tránh lãng phí nguyên vật liệu....
Điều kiện làm việc
Trong quá trình dập nguội, chày cối phải chịu áp lực rất lớn, ngoài ra còn phải chịu ứng suất uốn lớn, lực va đập và lực ma sát.
Diện tích tiếp xúc lớn nên khuôn dập nguội không bị nóng lên nhiều.
Yêu cầu vật liệu làm chày cối dập nguội

Trong điều kiện làm việc như vậy, vật liệu làm chày cối dập nguội phải đạt được những yêu cầu sau:
Độ cứng cao
Tùy vào loại khuôn và vật liệu phôi (chiều dày, độ cứng...) để lựa chọn vật liệu làm chày cối sao cho phù hợp.
Ví dụ như: Nếu phôi là lá thép cứng như tôn silic hay có độ dày lớn thì phải yêu cầu độ cứng HRC lên đến 60, còn đối với lá thép mỏng thì yêu cầu độ cứng HRC ở khoảng 56. (Lưu ý là không để HRC quá 62 vì chày cối sẽ dễ bị sứt mẻ trong quá trình làm việc),
Tính chống mài mòn
Do trong quá trình làm việc, chày cối phải chịu lực ma sát lớn. Do đó, cần lựa chọn vật liệu có tính chống mài mòn, đảm bảo chày cối chịu được hàng ngàn, hàng vạn lần dập.
Nếu chày cối có tính chống mài mòn kém thì khe hở giữa chày và cối sẽ bị thay đổi, làm sai lệch tính toán ban đầu, không đảm bảo chất lượng của sản phẩm.
Độ bền và độ dai
Độ bền và độ dai quyết định đến tuổi thọ của chày cối dập nguội khi nó phải làm việc trong môi trường chịu nhiều áp lực và lực va đập. Đối với khuôn dập lớn, cần chú ý thêm yêu cầu về độ thấm tôi và ít thay đổi thể tích khi tôi.
Nguyên tắc khi lựa chọn vật liệu
Chọn vật liệu đáp ứng đầy đủ các yêu cầu đã nêu ở trên.
Vật liệu phải phổ biến, không quá đắt tiền và dễ tìm kiếm, thay thế.
Có khả năng gia công cơ khí tốt, không yêu cầu quy trình công nghệ quá đặc biệt.
Độ lớn khe hở giữa chày và cối trong dập nguội

Độ lớn khe hở giữa chày và cối tùy thuộc vào: vật liệu, chiều dày vật liệu, yêu cầu chất lượng mặt cắt và từng nguyên công...
Nguyên công cắt hình, đột lỗ
Đối với cắt bình thường: Khe hở chày - cối là 8% - 10% chiều dày vật liệu.
Đối với cắt tinh: Khe hở chày - cối là 1.5% - 2% chiều dày vật liệu.
Bảng 1: Khe hở dập cắt cho các loại nguyên liệu khác nhau (% tương ứng với chiều dày tấm nguyên liệu)
|
NGUYÊN LIỆU |
DẬP CẮT CHÍNH XÁC |
DẬP CẮT THÔNG THƯỜNG |
|---|---|---|
|
Thép mềm |
2~5 |
6~10 |
|
Thép cứng |
4~8 |
9~15 |
|
Thép silic |
4~6 |
7~12 |
|
Thép không gỉ |
3~6 |
7~12 |
|
Đồng đỏ |
1~3 |
4~7 |
|
Đồng thau |
1~4 |
5~10 |
|
Đồng phốt-pho |
2~5 |
6~10 |
|
Bạc Đức |
2~5 |
6~10 |
|
Nhôm mềm |
1~3 |
4~8 |
|
Nhôm cứng |
2~5 |
6~10 |
|
Hợp kim sắt kền |
2~4 |
5~8 |
- Đối với dập cắt thông thường, chúng ta dùng khe hở càng lớn khi chiều dày tấm nguyên liệu tăng.
- Giá trị khe hở nhỏ hơn được dùng khi điều kiện dập cắt thuận lợi ví dụ như dập lỗ tròn, .v.v.
- Giá trị khe hở lớn hơn được dùng khi điều kiện dập cắt không tốt ví dụ như dập lỗ vuông, .v.v.
- Vùng cắt phụ có thể xuất hiện dễ dàng nếu chúng ta dùng giá trị khe hở nhỏ đối với tấm nguyên liệu dày hoặc nguyên liệu cứng.
- Dùng giá trị khe hở nhỏ nhất có thể (dập cắt chính xác) trong trường hợp các công đoạn cắt.
Theo thông thường, mặc dù khe hở có thể để giống nhau trên tất cả các bộ phận, nhưng gần đây, kinh nghiệm cho thấy rằng tốt hơn chúng ta nên thay đổi giá trị khe hở từng phần cho phù hợp với từng điều kiện cắt khác nhau trên bộ khuôn, do đó chúng ta sẽ hạn chế được sự mòn của chày và cối khuôn, cũng như sự biến dạng của sản phẩm.
Nguyên công dập vuốt
Dập vuốt bình thường: Khe hở chày - cối là 100% - 105% độ dày vật liệu.
Dập vuốt biến mỏng thành: Khe hở chày - cối tùy thuộc vào sản phẩm và công nghệ.
* Trên đây là tổng hợp các thông tin về chày cối dập nguội. Hy vọng những thông tin được chia sẻ trong bài viết này sẽ giúp các bạn hiểu hơn về chày cối dập nguội, giúp quá trình làm khuôn dập nguội được thuận lợi hơn, đem lại hiệu suất cao và sản phẩm chất lượng.
- So sánh thông số kỹ thuật M-HP series (23.02.2023)
- Video]Sự tối ưu mức độ gia công chính xác của máy cắt dây Seibu thương hiệu Nhật Bản (14.02.2023)
- Giới thiệu Series M-HP mới nhất của máy cắt dây Seibu (14.10.2022)
- Tuyển dụng nhân viên kỹ thuật máy cắt dây (10.08.2022)
- Dịch Vụ Gia Công Cắt Dây (01.06.2022)





![Video]Sự tối ưu mức độ gia công chính xác của máy cắt dây Seibu thương hiệu Nhật Bản](thumb/120x100/1/upload/news/59337148/videosu-toi-uu-muc-do-gia-cong-chinh-xac-cua-may-cat-day-seibu-thuong-hieu-nhat-ban.jpg)


